Thermochemical nitriding process
There are three commonly used nitriding process.Choice of method depends on the specific application finally nitride components.
The following brief introduction of the nitriding process.If you need to know the process in detail, and how each process affects the characteristics of the nitride components or parts, please
Download the complete application instructions.
Salt bath nitro carburizing
After preheating, dip components composed of alkaline cyanic acid salt and alkali carbonate salt bath.Alkaline cyanate by oxidation and thermal release spread to nitrogen and carbon on the surface of the metal.
After salt bath nitro carburizing, quenching of components in the oxidizing salt bath.This produces a black iron oxide (Fe
3O
4), which is used to fill the porosity of the compound layer, and provide additional corrosion protection.
- Typical application: used in auto parts, such as the piston rod, CAM shaft and gear, as well as for aircraft parts, offshore and mechanical engineering industries.
Nitro gas nitriding and gas carburizing
A sealed in gas nitriding, the component of bell-shaped nitriding furnace.When reach the nitriding temperature, ammonia into the melting pot.When ammonia react with metal, it will break down and release the spread to new nitrogen on the surface of the metal.In the process of gas nitro carburizing, carbon is added to the gas.
- Typical application: the machine tool spindle, nodular cast iron pump shell, door lock device, and used for gas compressor piston pump components.
Plasma nitriding and plasma nitro carburizing
Plasma nitriding is carried out in a nitrogen/hydrogen atmosphere.The plasma is produced in the high voltage vacuum chamber.In this environment, ACTS as the cathode metal components, vacuum container ACTS as an anode.Plasma carburizing process are the same, but will add carbon gases.
- Typical application: as the plasma nitriding allows the use of a variety of nitriding layer, so these components can be used for many different applications.The camshaft and crankshaft, including high performance motor machine spindle, automotive die, corrosion resistant engine valve and high speed steel cutting tools.
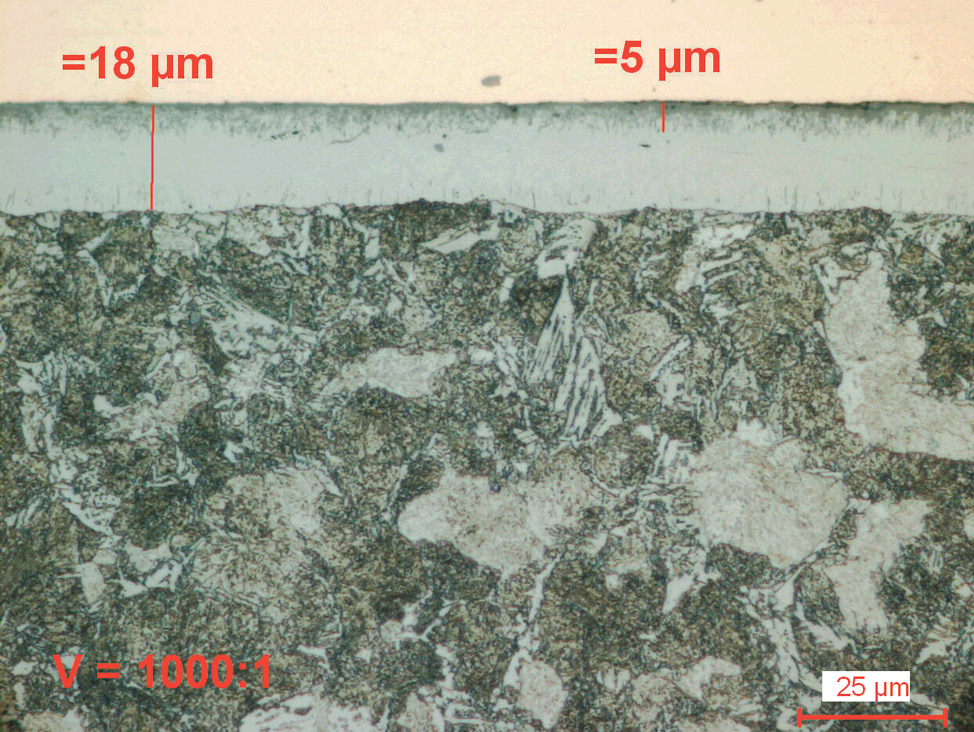 Figure 4: use 1% ethanol nitrate etching salt bath nitro carburizing steel alloy (16 mncr5).Diffusion zone is etched into dark, with the compound layer of porous area display is white.
Figure 4: use 1% ethanol nitrate etching salt bath nitro carburizing steel alloy (16 mncr5).Diffusion zone is etched into dark, with the compound layer of porous area display is white.
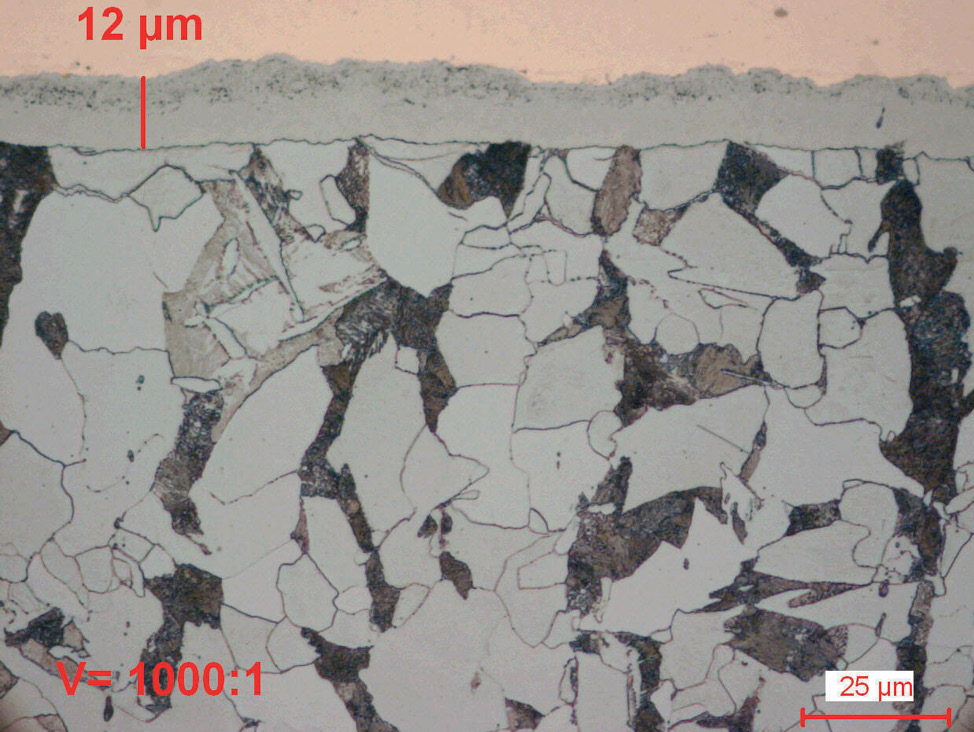 Figure 5: nitro gas carburizing carbon steel (580 ° C, 1.5 hours).
Figure 5: nitro gas carburizing carbon steel (580 ° C, 1.5 hours).
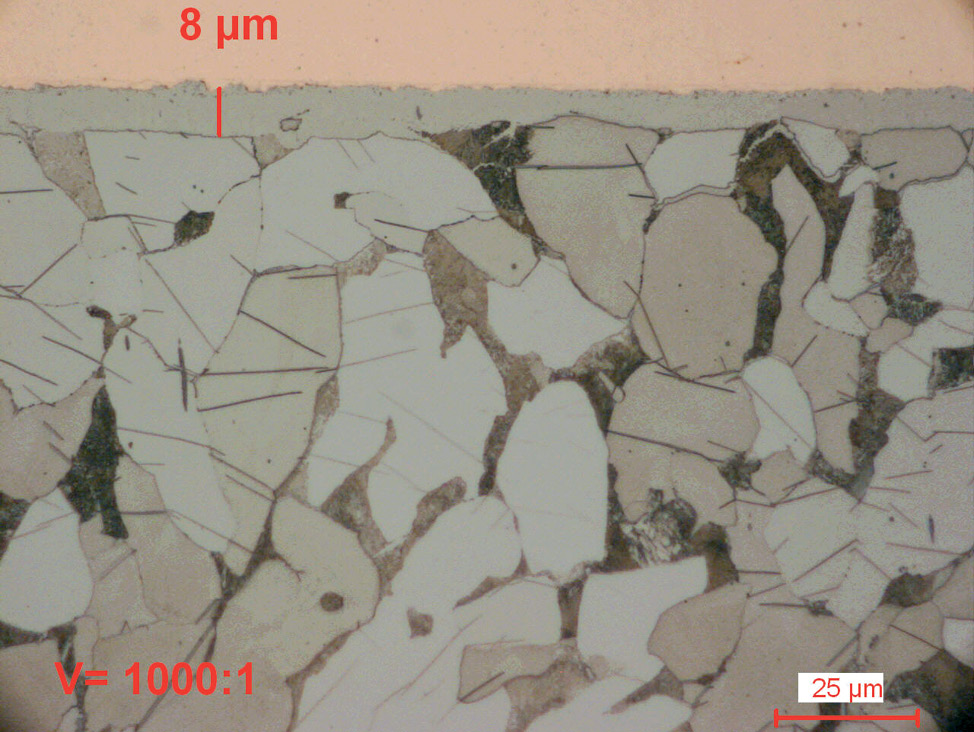 Figure 6: plasma nitro carburizing carbon steel (570 ° C, 6 hours).Two nitride layer porous area, and a very high surface finish.
Figure 6: plasma nitro carburizing carbon steel (570 ° C, 6 hours).Two nitride layer porous area, and a very high surface finish.













